
How Accura Pharmaquip’s advanced inspection technologies can help you implement serialization to combat Counterfeit Medications and comply with Global Regulatory Requirements.
Today’s pharmaceutical manufacturers are challenged with not just producing a quality medicine but also being able to track each medication through the entire supply chain.
As counterfeit medications and their respective sophisticated supply chains are growing as concerns along with increasingly stringent regulatory requirements; therefore, the need to provide traceability has increased significantly across global pharmaceutical companies.
Serialization and inspection systems will be used in conjunction with one another to accomplish this goal. Manufacturers can produce an open, compliant and extremely traceable production environment by utilizing automated verification technologies and individual product identifiers.
Serialization is the assignment of an individual identification code to each drug product (saleable) unit produced during pharmaceutical manufacturing.
A serialized package will contain all the necessary data for the tracking and authenticity of its contents through the entire supply chain.
Traceability has become a key focus area across the pharmaceutical industry.
Government regulatory bodies in all regions of the world mandate that manufacturers of pharmaceuticals have traceability from point-of-origin to final destination in their product’s supply chain.
Traceability provides assurance that medications being supplied to patients are authentic.
Improved identification by manufacturers of diversion, theft, and unauthorized distribution is possible with traceability.
Quick removal of affected products is achievable if required due to a recall.
Continued strengthening by global regulatory agencies of track-and-trace mandates has occurred as counterfeiting continues to pose an ongoing threat to patient safety and integrity of the supply chain.
Serialization alone is not enough. Manufacturers must verify that serialized information is printed correctly, remains readable, and is associated with the correct product.
Inspection systems act as the quality gatekeepers of serialization programs.
A fully integrated workflow ensures accuracy and compliance throughout packaging operations.
This process ensures only compliant products move through the supply chain.
Used for:
Used for:
Ensure:
Supports:
Governments across the globe have introduced serialization requirements to improve pharmaceutical supply chain security.
Requires end-to-end pharmaceutical traceability.
Mandates safety features and serialization on prescription medicines.
Failure to comply can result in:
Creating a connected traceability ecosystem requires multiple integrated layers.
Together, these layers create a comprehensive track-and-trace infrastructure.
Solution: Modular machine inspecting and serializing machines can be installed on your current manufacturing line.
Solution: A centralized platform to store information about products you are producing and report out to management.
Solution: High speed computer vision machines that continuously operate to ensure quality and production demands.
Solution: Validation processes of what is done and documentation methods.
Serialization and inspection technologies continue to evolve alongside Pharma 4.0 initiatives.
Future pharmaceutical production lines will rely on automation, real-time data, and advanced inspection technologies to achieve complete traceability.
Accura Pharmaquip provides advanced inspection solutions that help pharmaceutical manufacturers strengthen quality assurance and support serialization initiatives.
Our Solutions Include:
Our inspection technologies help manufacturers build robust, compliant, and future-ready pharmaceutical production environments while supporting traceability and operational excellence.
Serialization and inspection are no longer separate quality functions. Serialization and inspection form a single system that provides pharmaceutical production lines with traceability, compliance, patient safety and supply chain security.
Investing in Integrated Serialization & Inspection Technologies now will help companies prepare themselves as Regulations Evolve and Patient Safety Remains at the Top of All Lists of Priorities.
Looking to enhance traceability and quality assurance in your pharmaceutical production line? Contact Accura Pharmaquip to learn about our next generation of advanced inspection solutions for the future of pharmaceutical manufacturing.
An automated capsule elevator can be used to move capsules from one stage of production to the next. It enables better production efficiencies, better cleanliness/hygiene levels as well as it provides consistency of operations.
Automated capsule elevators assist in reducing employee interaction with equipment, support a “dust-free” environment during transfer operations, and utilize hygienically constructed materials such as stainless steel, which is acceptable for GMP compliant production areas.
Most modern capsule elevators have been designed to easily interface with various levels of production including but limited to; capsule filling machines, packaging machinery, and material handling systems.
Yes. Automated capsule elevators have become a staple in the design of many nutraceutical and healthcare supplement production facilities due to their ability to transfer capsules in a clean/hygiene-controlled manner.
You should clean all surfaces; inspect components; lubricate moving parts; and perform routine preventive maintenance to make sure your capsule elevator is reliable for the duration of its service life.

Pharmaceutical companies are now choosing to selec...
Read More
In addition to improving efficiency, reducing cost...
Read More
Modern Pharmaceutical manufacturing needs to be pr...
Read More
Capsules have been an extremely common dosage form...
Read More

Pharmaceutical companies are now choosing to select capsules as an alternative to simply p...
Read More
In addition to improving efficiency, reducing costs, and improving productivity, efficient...
Read More
Modern Pharmaceutical manufacturing needs to be precise, compliant and economical. Minor b...
Read More
Capsules have been an extremely common dosage form for many years in the pharmaceutical ma...
Read More
Today’s pharmaceutical manufacturing is far more sophisticated than in years past, d...
Read More
In drug manufacturing, the focus on quality control is paramount. The presence of one defe...
Read More
Packing line conveyor are an excellent solution for eliminating inefficiencies created in ...
Read More
Automatic Inspection Systems are an integral part of today’s Pharmaceutical Manufact...
Read More
Regulatory compliance is mandatory in Solid Dosage Manufacturing as a means of protecting ...
Read More
Liquid drug products require very high levels of quality and precision. Microscopic contamination...
Read More
Ensuring that all of the drug ampules produced for injection are complete and meet the required q...
Read More
Automated inspection of injectable vials, vaccine vials, biologic vials and many other high value...
Read More
In the glass packaging industry, maintaining high-quality standards is essential. Whether used fo...
Read More
The pharmaceutical industry requires tablets produced at its highest possible quality to protect ...
Read More
Quality assurance in the pharmaceutical industry is not simply a legal requirement; it is a moral...
Read More
Precision, efficiency and adherence to regulatory requirements are essential in the manufacture o...
Read More
Strip packing is the most preferred and high-volume method of packaging solid oral dose forms, in...
Read More
Pharmaceutical and nutraceutical manufacturers need to accurately count tablets and capsules to g...
Read More
Blister packaging plays a significant function in product safety, correct dosing, and consumer co...
Read More
Within pharma production, accuracy and productivity are not an option. Among the most critical bu...
Read More
Nutraceutical and pharmaceutical production quality assurance is a no-compromise necessity. Ensur...
Read More
Deblistering machines play a vital role in pharmaceutical production by ensuring that tablet and ...
Read More
With the speed of the world accelerating further, efficiency and hygiene are increasingly importa...
Read More
In the pharmaceutical industry, packaging is not just about presentation, it is a critical part o...
Read More
Have you ever wonder why automated inspection is no longer optional and how Automatic Tablet and ...
Read More
Quality control in pharmaceuticals isn’t just a step — it’s the heart of safe medication. Every p...
Read More
Enhancing Pharmaceutical Quality Control with Brahmi: The Best Tablet and Capsule Sorter. Common ...
Read More
In pharmaceutical manufacturing, quality control is essential. The safety of medicines depends on...
Read More
Suppose a scenario. A shipment of pills departs a pharma plant. They don’t know it, but som...
Read More
Accura Pharmaquip continues to lead the charge in pharmaceutical quality inspection technology wi...
Read More
The Revolutionary Brahmi DUO (Automatic Tablet and Capsule Inspection Machine) working principle:...
Read More
Brahmi DUO (Automatic tablet and capsule inspection machine): Revolutionizing Pharmaceutical Qual...
Read More
Protect Your Brand: By Detecting Defective Capsules in Production: In the ever-evolving pharmaceu...
Read More
Drona: The Innovative Product Elevator Transforming the Pharmaceutical Industry. In an era where ...
Read More
Pharmaceutical companies have a crucial responsibility to ensure that their products are of the h...
Read More
Why is quality assurance critical in pharmaceutical production? Why is it so crucial for pharmace...
Read More
In the fast-paced world of pharmaceutical manufacturing, quality control is paramount. Every tabl...
Read More
In the pharmaceutical industry, the inspection of pills is a crucial step in ensuring the quality...
Read More
Accura Pharmaquip is a leading provider of advanced vision inspection systems for the pharmaceuti...
Read More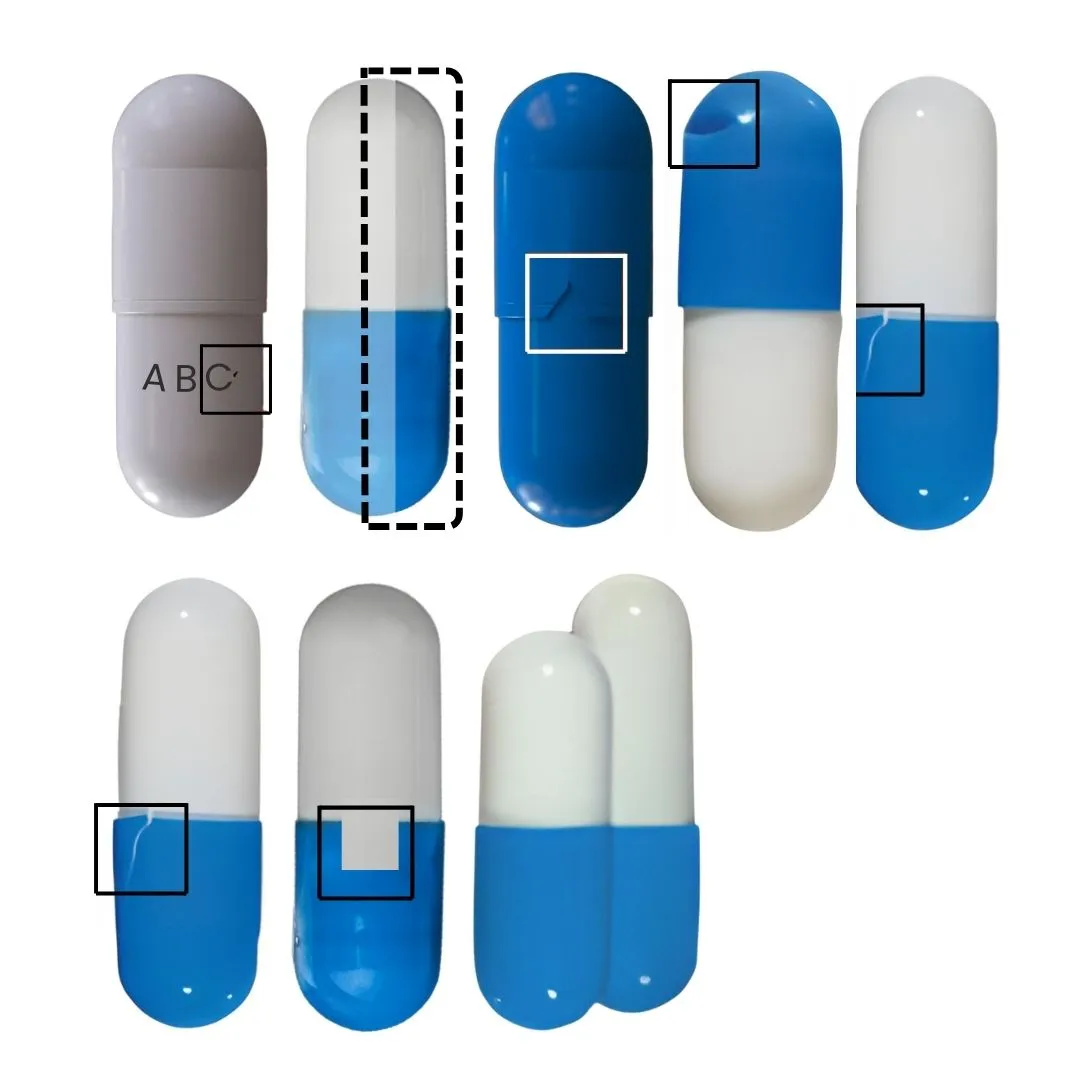
A View on the Most Popular and COMMON HARD GEL CAPSULE DEFECTS and Its Reasons. In the world of p...
Read More
25 compelling reasons to use ACCURA PHARMAQUIP’s automatic tablet and capsule inspection ma...
Read More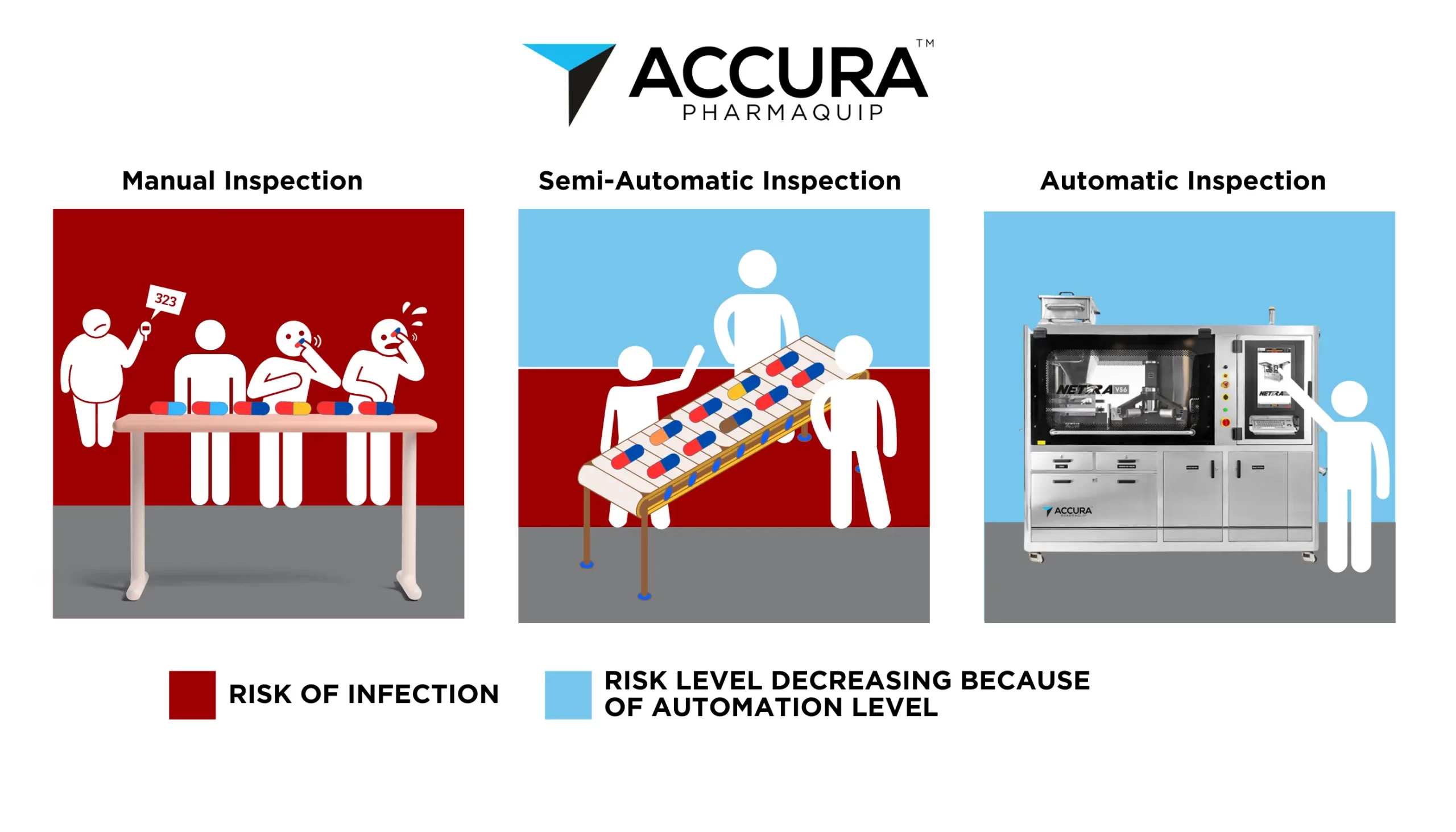
Amid the COVID-19 pandemic and other potential global health crises, the pharmaceutical industry ...
Read More
Accura Pharmaquip, a leading provider of tablet and capsule inspection technology, has been revol...
Read More
Why is 21 CFR Part 211 so crucial for the pharma industry? In the pharmaceutical industry, ensuri...
Read More
In today’s fast-paced pharmaceutical industry, quality control is of utmost importance. The...
Read More
Thanks for visiting our booth and for showing your interest. We were excited to present at ARAB P...
Read More
NETRA VS6 is the solution for automatic tablet and capsule inspection in the pharma industry. Our...
Read More
Accura Pharmaquip understands the critical importance of quality control in the pharmaceutical an...
Read More Jun 26, 2026
Jun 26, 2026