With the speed of the world accelerating further, efficiency and hygiene are increasingly important. The conveyor packing stations have become a vital component for firms to look forward to improved efficiency in operation, cleanliness, and providing high rates of production. Regardless of whether it is handling drugs, food products, or drinks, these systems maintain products moving steadily, securely, and dependably along packaging lines. Accura Pharmaquip delivers advanced conveyor packing solutions that help industries achieve these goals with reliability and precision.
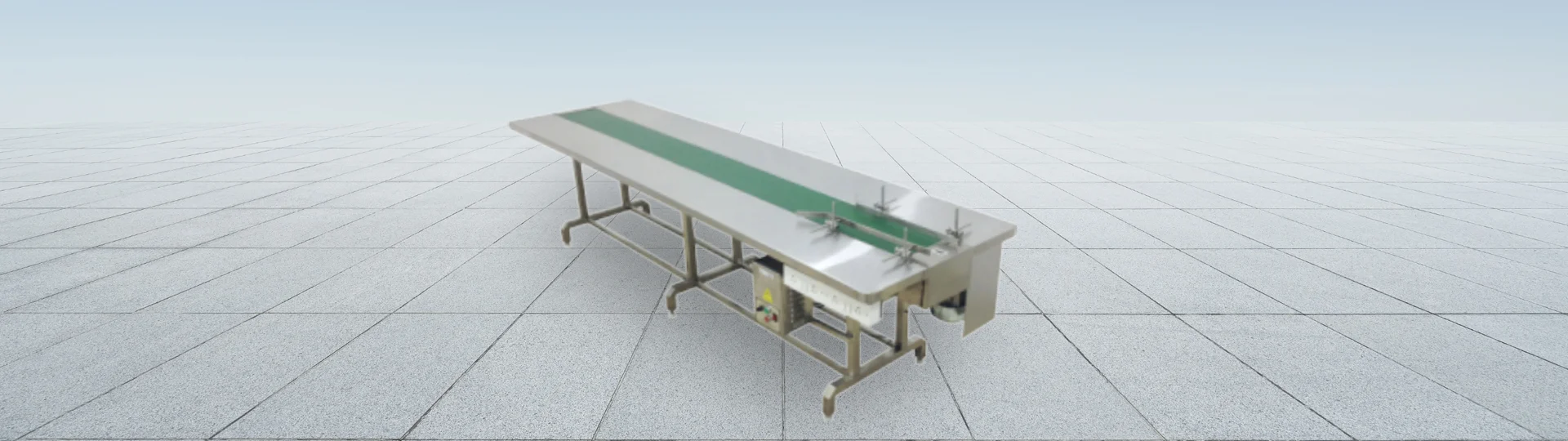
A Conveyor Packing Station is a mechanized work station that is used to transport, sort, and package products effectively within a production line. Unlike hand packing, the station incorporates conveyors, weighing, labeling, and sealing machines through which products are driven automatically from one process to another.
The function performed by conveyor packing stations in contemporary industries cannot be overemphasized. They not only decrease manpower activities but also enhance uniformity, minimize mistakes, and increase overall output. Organizations that incorporate such systems experience quicker turnaround without compromising on quality.
Processes in manual packing, to the extent that they are known, are hounded by serious drawbacks. Labor-intensive processes are bound to have reduced rates of production, increased levels of error, and variable product handling. Moreover, hygiene in labour processes is not easy to ensure, particularly in processes that necessitate caution, such as pharmaceuticals and food processing.
Automation using Packing line Conveyors solves these problems by simplifying the entire packing process. By combining conveyor systems and packing gear, companies can maximize throughput, cut through operational bottlenecks, and keep the factory floor cleaner.
One of the key benefits of a conveyor packing system is that the products move smoothly. Products pass continuously through the Packing line Conveyor with minimized idle time and smooth change from one packing step to another. Controlled movement prevents delays and enables greater volumes of production.
A Packaging Conveyor Machine has the ability to pack several products at once, significantly cutting down on the time taken to package a single product. Automating routine tasks allows businesses to make deliveries quicker and meet tight deadlines without sacrificing quality.
Today’s conveyor systems are built with minimal downtime. Quick-change mechanisms, fault detection via automation, and optimized maintenance procedures allow production lines to operate for extended periods of time, increasing overall productivity.
Cleanliness is a stringent requirement in most industries, particularly pharmaceuticals, foods and beverages, and personal care products. Conveyor Packing Stations are designed to ensure dust-free zones, minimize the risk of contamination, and adhere to rigorous hygiene standards.
Automated packing eliminates human contact with products to a large extent, reducing contamination risk. In addition, smooth finishes, sealed construction, and cleanable materials maintain standards of cleanliness at all times, and companies are within the law as it relates to regulatory matters.
Advanced features in Contemporary Conveyor Packing Machines guarantee utmost efficiency, safety, and flexibility:
Cleanliness and accuracy are of utmost importance in drug production. Conveyors on the packing lines ensure pills, tablets, and medication bottles are packaged right under regulatory guidelines and with high throughput rates.
From soft drinks to snack foods, conveyor packing stands ensure product safety and freshness. Automation minimizes contact, prevents contamination, and enables high-volume packaging without sacrificing quality.
Consumer goods and online retailers experience quicker order filling and uniformity in packaging. Diverse product sizes and widths are processed by conveyor packing stations, minimizing the inefficiency of operations and preventing shipping mistakes.
Selecting the correct system is a thoughtful weighing of various factors:
The future of packaging is intelligent and eco-friendly. Smart automation and IoT technologies offer real-time monitoring, prognostic maintenance, and adaptive control, and even more efficiency. Moreover, energy-efficient conveyor designs are lowering operating expenses and improving sustainability efforts across a broad range of industries.
Conveyor packing stations are no longer luxuries; today, they are a business strategy that visionary companies with the aim of increasing throughput, hygiene, and operating efficiency need to invest in. From pharmaceuticals to e-commerce, investing in Conveyor Packing Stations can revolutionize production processes, enabling quicker turnaround, higher productivity, and regulatory compliance. Partnering with Accura Pharmaquip for these solutions is a thoughtful step that gives businesses a cutting-edge advantage in today’s competitive manufacturing scenario.

In drug manufacturing, the focus on quality contro...
Read MorePacking line conveyor are an excellent solution fo...
Read More
Automatic Inspection Systems are an integral part ...
Read More
Regulatory compliance is mandatory in Solid Dosage...
Read More

In drug manufacturing, the focus on quality control is paramount. The presence of one defe...
Read More
Packing line conveyor are an excellent solution for eliminating inefficiencies created in ...
Read More
Automatic Inspection Systems are an integral part of today’s Pharmaceutical Manufact...
Read More
Regulatory compliance is mandatory in Solid Dosage Manufacturing as a means of protecting ...
Read More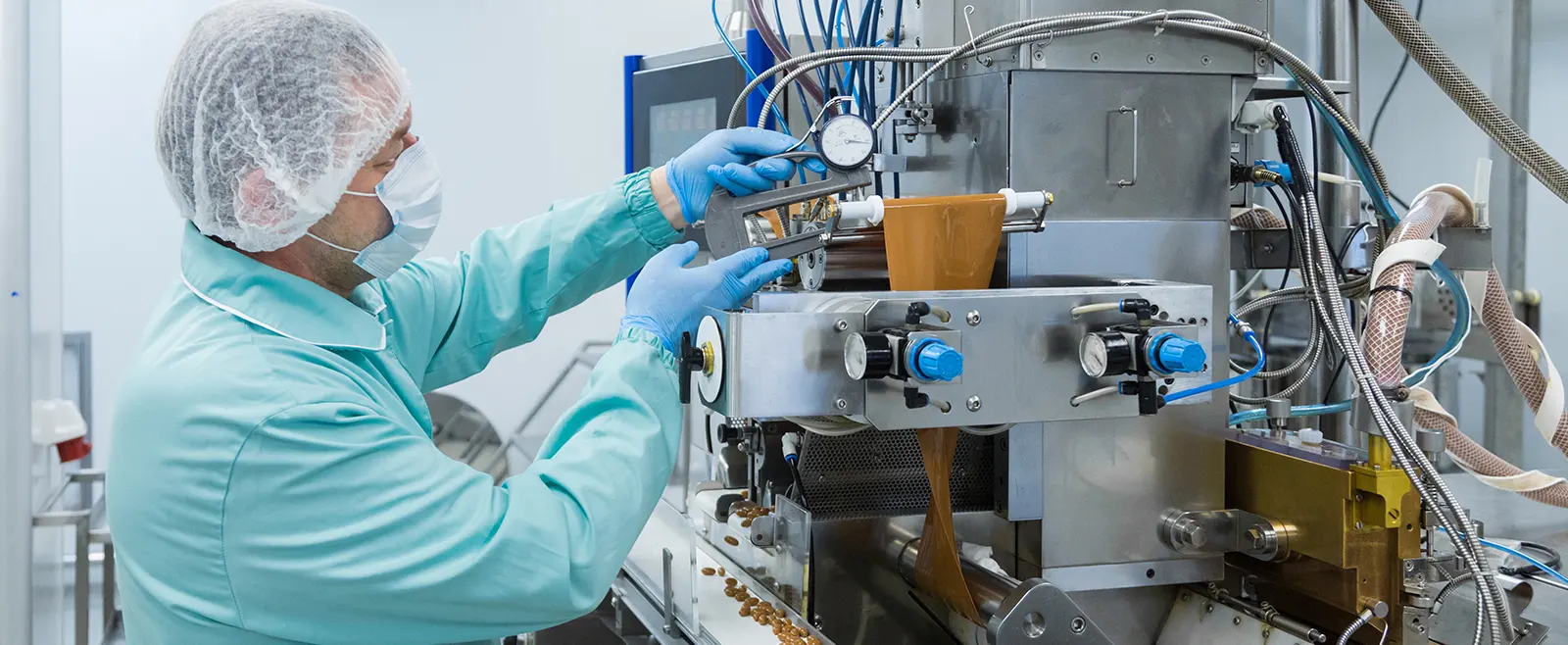
Liquid drug products require very high levels of quality and precision. Microscopic contamination...
Read More
Ensuring that all of the drug ampules produced for injection are complete and meet the required q...
Read More
Automated inspection of injectable vials, vaccine vials, biologic vials and many other high value...
Read More
In the glass packaging industry, maintaining high-quality standards is essential. Whether used fo...
Read More
The pharmaceutical industry requires tablets produced at its highest possible quality to protect ...
Read More
Quality assurance in the pharmaceutical industry is not simply a legal requirement; it is a moral...
Read More
Precision, efficiency and adherence to regulatory requirements are essential in the manufacture o...
Read More
Strip packing is the most preferred and high-volume method of packaging solid oral dose forms, in...
Read More
Pharmaceutical and nutraceutical manufacturers need to accurately count tablets and capsules to g...
Read More
Blister packaging plays a significant function in product safety, correct dosing, and consumer co...
Read More
Within pharma production, accuracy and productivity are not an option. Among the most critical bu...
Read More
Nutraceutical and pharmaceutical production quality assurance is a no-compromise necessity. Ensur...
Read More
Deblistering machines play a vital role in pharmaceutical production by ensuring that tablet and ...
Read More
In the pharmaceutical industry, packaging is not just about presentation, it is a critical part o...
Read More
Have you ever wonder why automated inspection is no longer optional and how Automatic Tablet and ...
Read More
Quality control in pharmaceuticals isn’t just a step — it’s the heart of safe medication. Every p...
Read More
Enhancing Pharmaceutical Quality Control with Brahmi: The Best Tablet and Capsule Sorter. Common ...
Read More
In pharmaceutical manufacturing, quality control is essential. The safety of medicines depends on...
Read More
Suppose a scenario. A shipment of pills departs a pharma plant. They don’t know it, but som...
Read More
Accura Pharmaquip continues to lead the charge in pharmaceutical quality inspection technology wi...
Read More
The Revolutionary Brahmi DUO (Automatic Tablet and Capsule Inspection Machine) working principle:...
Read More
Brahmi DUO (Automatic tablet and capsule inspection machine): Revolutionizing Pharmaceutical Qual...
Read More
Protect Your Brand: By Detecting Defective Capsules in Production: In the ever-evolving pharmaceu...
Read More
Drona: The Innovative Product Elevator Transforming the Pharmaceutical Industry. In an era where ...
Read More
Pharmaceutical companies have a crucial responsibility to ensure that their products are of the h...
Read More
Why is quality assurance critical in pharmaceutical production? Why is it so crucial for pharmace...
Read More
In the fast-paced world of pharmaceutical manufacturing, quality control is paramount. Every tabl...
Read More
In the pharmaceutical industry, the inspection of pills is a crucial step in ensuring the quality...
Read More
Accura Pharmaquip is a leading provider of advanced vision inspection systems for the pharmaceuti...
Read More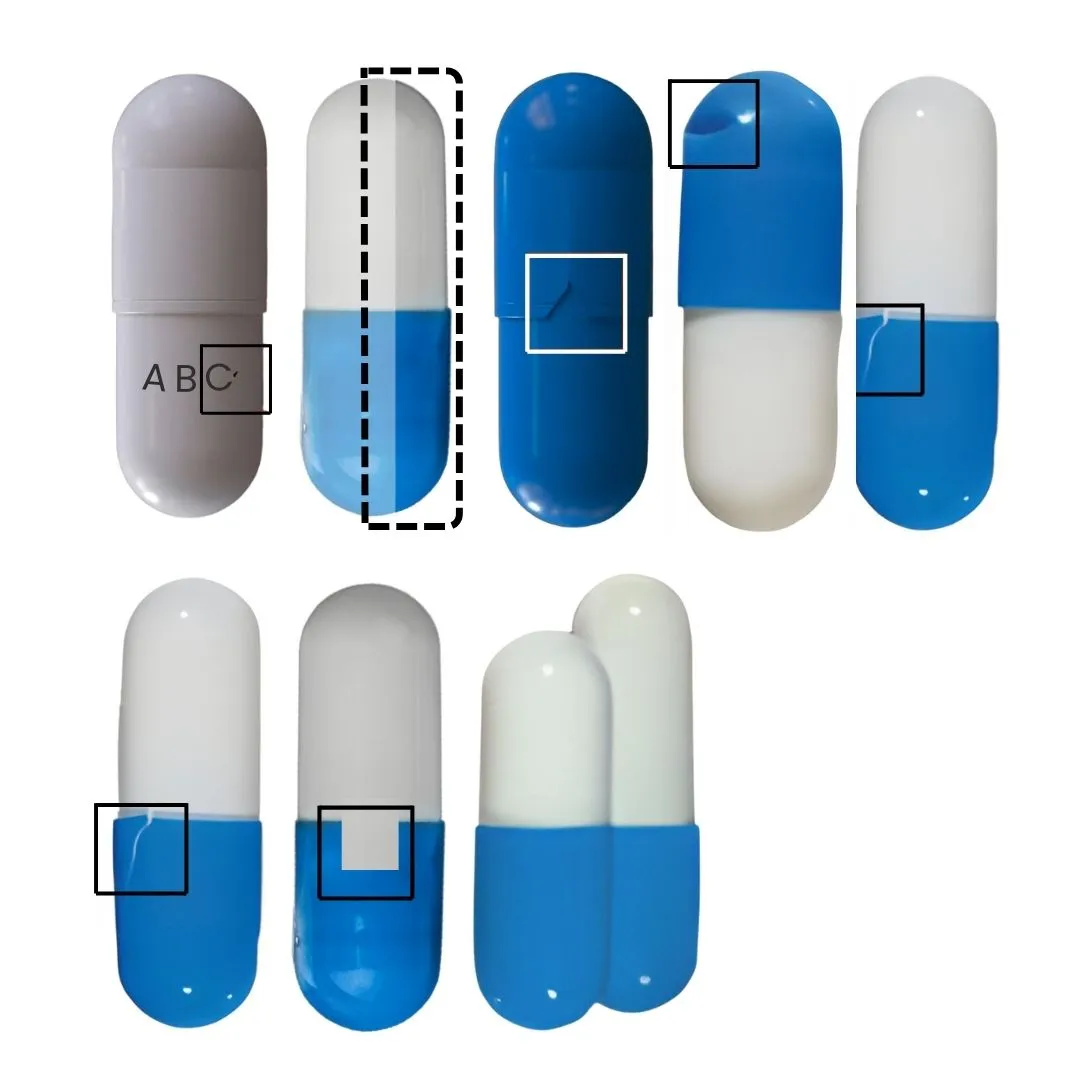
A View on the Most Popular and COMMON HARD GEL CAPSULE DEFECTS and Its Reasons. In the world of p...
Read More
25 compelling reasons to use ACCURA PHARMAQUIP’s automatic tablet and capsule inspection ma...
Read More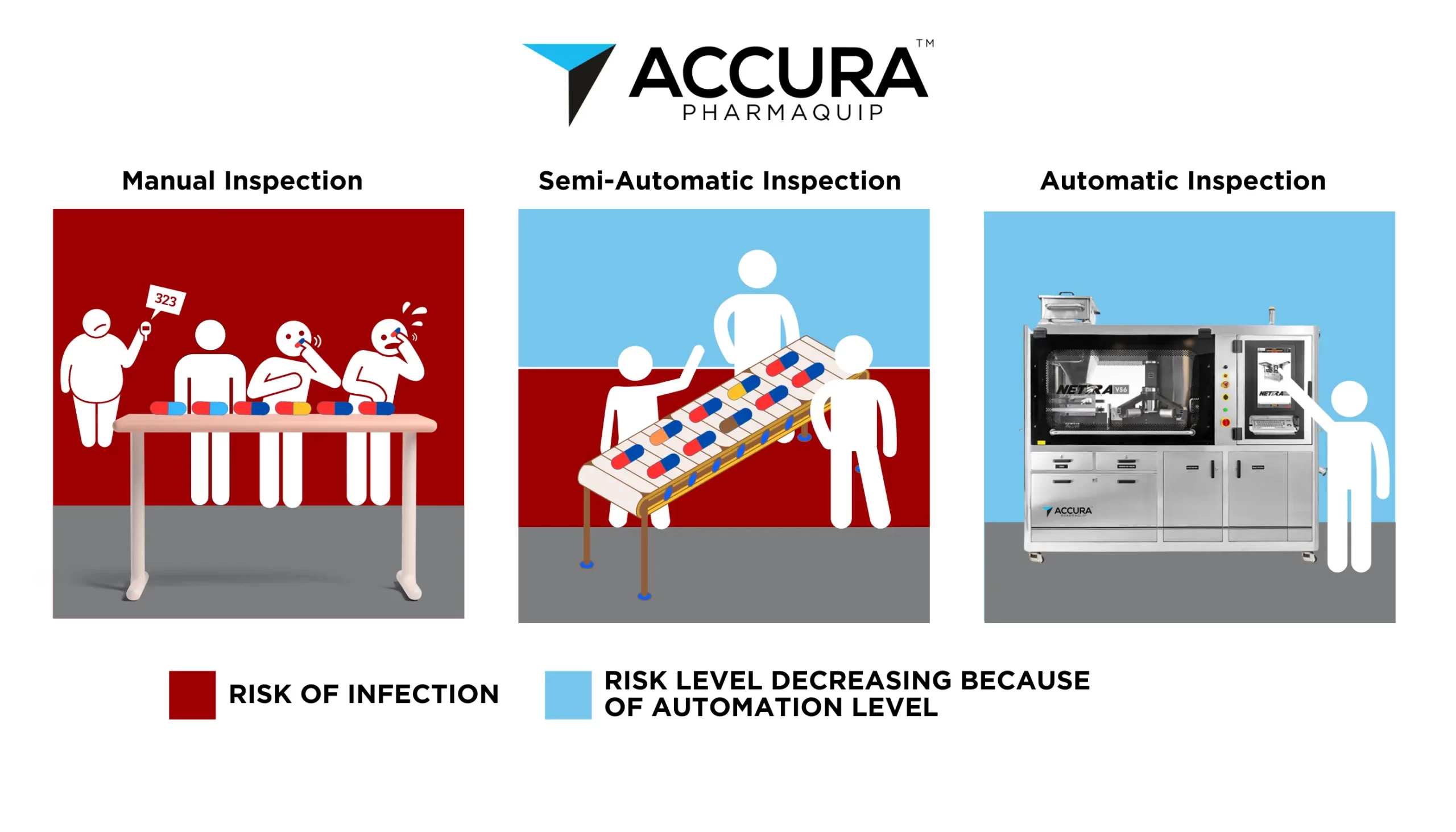
Amid the COVID-19 pandemic and other potential global health crises, the pharmaceutical industry ...
Read More
Accura Pharmaquip, a leading provider of tablet and capsule inspection technology, has been revol...
Read More
Why is 21 CFR Part 211 so crucial for the pharma industry? In the pharmaceutical industry, ensuri...
Read More
In today’s fast-paced pharmaceutical industry, quality control is of utmost importance. The...
Read More
Thanks for visiting our booth and for showing your interest. We were excited to present at ARAB P...
Read More
NETRA VS6 is the solution for automatic tablet and capsule inspection in the pharma industry. Our...
Read More
Accura Pharmaquip understands the critical importance of quality control in the pharmaceutical an...
Read More Oct 6, 2025
Oct 6, 2025