
Quality assurance in the pharmaceutical industry is not simply a legal requirement; it is a moral responsibility. Pharmaceutical companies have a moral obligation to ensure that all products produced, labelled, and distributed to consumers will not harm them. Every vial, tablet, blister pack that is given to patients must be free of defects in terms of safety, accuracy, and integrity. Any defect or labelling error could result in very serious consequences to the company including regulatory violations, costly recalls, and the most important risk to the consumer’s health and well-being.
With increasing production volumes worldwide, the pressure on pharmaceutical companies to ensure 100% inspection and traceability has resulted in an increased need for automated inspection systems that can significantly outperform human inspection in terms of speed, accuracy, and reliability. Advanced vision-based inspection machines that leverage AI, high-speed cameras, and data-driven algorithms for real-time defect detection will lead the transformation of quality assurance.
Leading the charge in this transformation of quality assurance are vision-based inspection machines – advanced inspection systems that employ AI, high-speed cameras, and data-driven algorithms to detect defects in real-time. In addition to enhancing quality assurance, these technologies also ensure compliance with GMP (Good Manufacturing Practice) regulations, FDA (U.S. Food and Drug Administration) regulations, and international serialization standards.
A Vision inspection machine for pharmaceuticals industry is a sophisticated system that detects visual, structural, or labelling defects in manufactured drugs prior to leaving the production floor. An inspection machine is designed to ensure that every unit produced meets the predetermined quality parameters for appearance, integrity, and labelling accuracy.
Examples of product types inspected using advanced inspection machines include:
Inspection machines, when integrated with automated production lines, serve as the final checkpoint of quality control to ensure that only those products meeting quality specifications are packaged and shipped.
The evolution of pharmaceutical inspection technology has changed dramatically from manual inspections performed by skilled inspectors to completely automated vision inspection systems.
Current inspection machines use 360-degree imaging, AI based defect classification and high resolution cameras to capture minute imperfections at high speed. In addition to eliminating inspector bias, inspection machines also generate digital records of all inspections performed and statistics that enable manufacturers to continually improve their quality processes.
These inspection machines are designed to find cosmetic and structural flaws in tablets and capsules, such as cracks, black spots, coating irregularities or inconsistent dimensions.
A 360 degree camera captures the entire surface area of every tablet and capsule, so that every tablet or capsule made is of uniform quality and size. As defective products are identified and removed from the production line, inspection machines minimize regulatory non-compliance and waste generated by manually inspecting products that are defective.
Labels contain essential product information, such as dosage instructions and the serialized number of the product, as required by regulation. Label inspection machines validate whether:
Inspection machines validate both visual and digital aspects of labelling to ensure that no labelling errors occur, which would put the manufacturer at risk of severe regulatory actions.
In the manufacture of liquids for oral consumption, the inspection of vials and ampoules is critical. These inspection machines detect:
Using rotation and LED light, inspection machines for vials and ampoules assure that only vials and ampoules containing the intended liquid and properly filled and sealed, are delivered to the packaging line.
Additionally, inspection machines can identify blister packs and cartons that have been incorrectly filled, are empty or have been damaged.
Vision inspection for pharmaceuticals play a major role in protecting the health of patients and in maintaining compliance with regulatory requirements. Vision inspection systems enable the removal of defective products during the production process, thus preventing costly recall campaigns, damage to a company’s reputation, and ultimately protecting the public.
Vision inspection for pharmaceutical use high-speed industrial cameras combined with specific lighting conditions and artificial intelligence based image analysis to evaluate each product in real time. After each product is evaluated, any products found to be defective are rejected from further processing by an automated rejection unit.
Every inspection performed by the inspection system generates a permanent digital record of the inspection event and associated results. These records can be used for auditing and process improvement purposes.
Vision inspection systems transform quality assurance from a reactive process to a proactive data driven process.
Labelling in the pharmaceutical industry presents unique challenges, such as:
Minor misprints in labelling can result in regulatory penalties or product recalls.
While traditional label inspection systems were limited to basic visual checks, modern label inspection systems include additional capabilities, such as:
Ensuring zero-defect labelling and maintaining regulatory compliance and protecting brand identity.
Advanced label inspection systems aid pharmaceutical companies in complying with international regulations (including 21 CFR Part 11, EU GMP Annex 11 and global serialization requirements).
Ensure that each product produced is digitally traced from its creation to delivery to customers and ensures patient safety and protects against counterfeit products.
Vision inspection systems may be implemented either inline or off-line depending on the configuration of the production line.
Modern vision inspection systems seamlessly integrate with MES (Manufacturing Execution System), ERP (Enterprise Resource Planning) and LIMS (Laboratory Information Management System) for synchronized data tracking.
Vision inspection systems also enable remote monitoring by operators, thereby allowing production monitoring from anywhere. Additionally, vision inspection systems simplify audit compliance and data collection by providing digital documentation.
Vision inspection systems transform quality assurance from a separate, independent operation to an integral part of the pharmaceutical production line.
The next generation of vision inspection systems for the pharmaceutical industry is expected to evolve with the adoption of AI (Artificial Intelligence), IoT (Internet of Things) and Predictive Analytics.
This new generation of vision inspection systems will enable truly autonomous, self-learning inspection systems that will offer unprecedented levels of accuracy and productivity.
In the highly regulated and competitive pharmaceutical industry, quality assurance is not a luxury; it is a necessity. Vision inspection systems and inspection machines enable manufacturers to produce high-quality products safely, efficiently and reliably, and ensure compliance with regulatory requirements.
By selecting advanced vision inspection solutions, pharmaceutical manufacturers can significantly reduce human error, increase efficiency and create long-term customer confidence and trust in the quality of their products.
Accura Pharmaquip provides a range of pharmaceutical equipment and advanced vision inspection solutions for the detection of cosmetic and structural defects in tablets and capsules, vials and ampoules, labels and cartons and blister packs. Accura Pharmaquip offers comprehensive solutions for achieving global quality compliance and process automation.
For more information regarding inspection technologies provided by Accura Pharmaquip or to schedule a consultation, please do not hesitate to contact the our team today.

High quality has always been the core essence of pharmace...
Read More
In the production of pharmaceutical products, there is a ...
Read More
How Accura Pharmaquip’s advanced inspection techno...
Read More
Pharmaceutical companies are now choosing to selec...
Read More

High quality has always been the core essence of pharmaceutical manufacturing from the design and...
Read More
In the production of pharmaceutical products, there is a direct correlation between each product ...
Read More
How Accura Pharmaquip’s advanced inspection technologies can help you implement serializat...
Read More
Pharmaceutical companies are now choosing to select capsules as an alternative to simply p...
Read More
In addition to improving efficiency, reducing costs, and improving productivity, efficient...
Read More
Modern Pharmaceutical manufacturing needs to be precise, compliant and economical. Minor b...
Read More
Capsules have been an extremely common dosage form for many years in the pharmaceutical ma...
Read More
Today’s pharmaceutical manufacturing is far more sophisticated than in years past, d...
Read More
In drug manufacturing, the focus on quality control is paramount. The presence of one defe...
Read More
Packing line conveyor are an excellent solution for eliminating inefficiencies created in ...
Read More
Automatic Inspection Systems are an integral part of today’s Pharmaceutical Manufact...
Read More
Regulatory compliance is mandatory in Solid Dosage Manufacturing as a means of protecting ...
Read More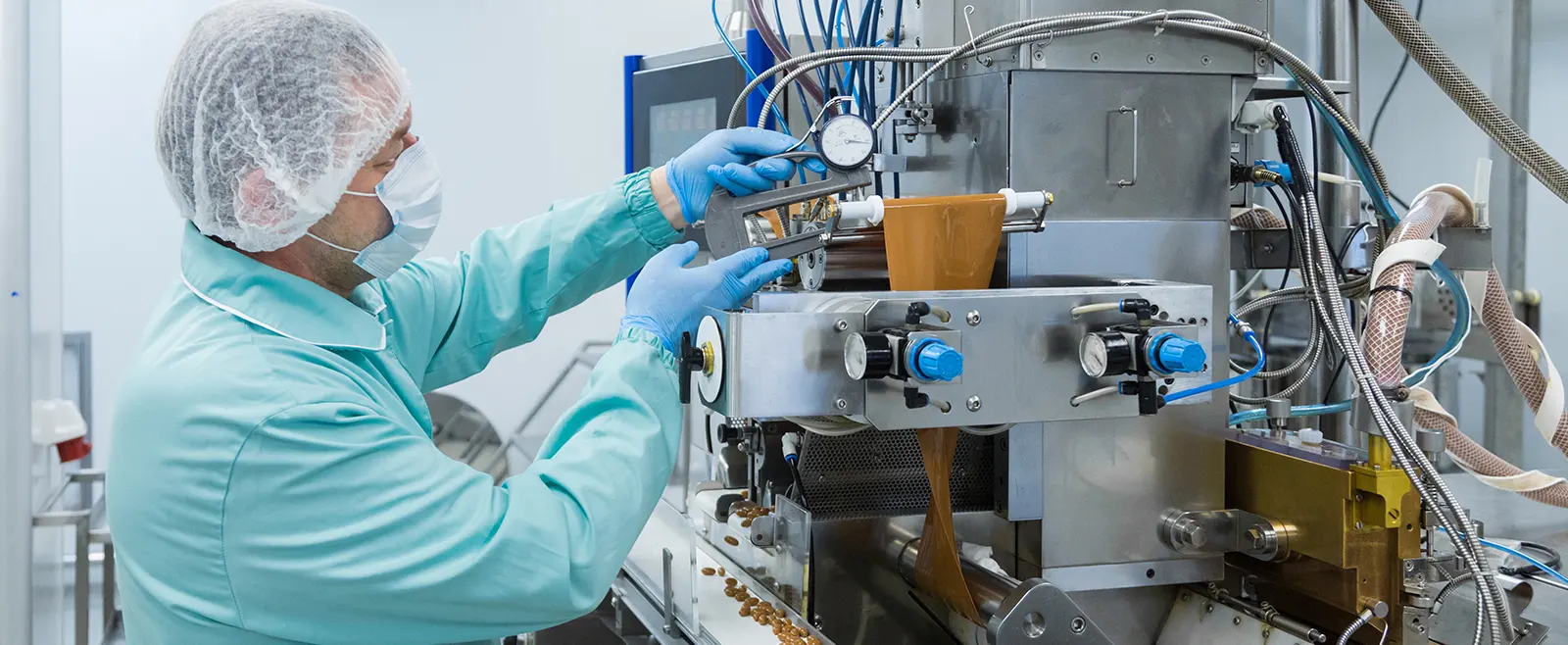
Liquid drug products require very high levels of quality and precision. Microscopic contamination...
Read More
Ensuring that all of the drug ampules produced for injection are complete and meet the required q...
Read More
Automated inspection of injectable vials, vaccine vials, biologic vials and many other high value...
Read More
In the glass packaging industry, maintaining high-quality standards is essential. Whether used fo...
Read More
The pharmaceutical industry requires tablets produced at its highest possible quality to protect ...
Read More
Precision, efficiency and adherence to regulatory requirements are essential in the manufacture o...
Read More
Strip packing is the most preferred and high-volume method of packaging solid oral dose forms, in...
Read More
Pharmaceutical and nutraceutical manufacturers need to accurately count tablets and capsules to g...
Read More
Blister packaging plays a significant function in product safety, correct dosing, and consumer co...
Read More
Within pharma production, accuracy and productivity are not an option. Among the most critical bu...
Read More
Nutraceutical and pharmaceutical production quality assurance is a no-compromise necessity. Ensur...
Read More
Deblistering machines play a vital role in pharmaceutical production by ensuring that tablet and ...
Read More
With the speed of the world accelerating further, efficiency and hygiene are increasingly importa...
Read More
In the pharmaceutical industry, packaging is not just about presentation, it is a critical part o...
Read More
Have you ever wonder why automated inspection is no longer optional and how Automatic Tablet and ...
Read More
Quality control in pharmaceuticals isn’t just a step — it’s the heart of safe medication. Every p...
Read More
Enhancing Pharmaceutical Quality Control with Brahmi: The Best Tablet and Capsule Sorter. Common ...
Read More
In pharmaceutical manufacturing, quality control is essential. The safety of medicines depends on...
Read More
Suppose a scenario. A shipment of pills departs a pharma plant. They don’t know it, but som...
Read More
Accura Pharmaquip continues to lead the charge in pharmaceutical quality inspection technology wi...
Read More
The Revolutionary Brahmi DUO (Automatic Tablet and Capsule Inspection Machine) working principle:...
Read More
Brahmi DUO (Automatic tablet and capsule inspection machine): Revolutionizing Pharmaceutical Qual...
Read More
Protect Your Brand: By Detecting Defective Capsules in Production: In the ever-evolving pharmaceu...
Read More
Drona: The Innovative Product Elevator Transforming the Pharmaceutical Industry. In an era where ...
Read More
Pharmaceutical companies have a crucial responsibility to ensure that their products are of the h...
Read More
Why is quality assurance critical in pharmaceutical production? Why is it so crucial for pharmace...
Read More
In the fast-paced world of pharmaceutical manufacturing, quality control is paramount. Every tabl...
Read More
In the pharmaceutical industry, the inspection of pills is a crucial step in ensuring the quality...
Read More
Accura Pharmaquip is a leading provider of advanced vision inspection systems for the pharmaceuti...
Read More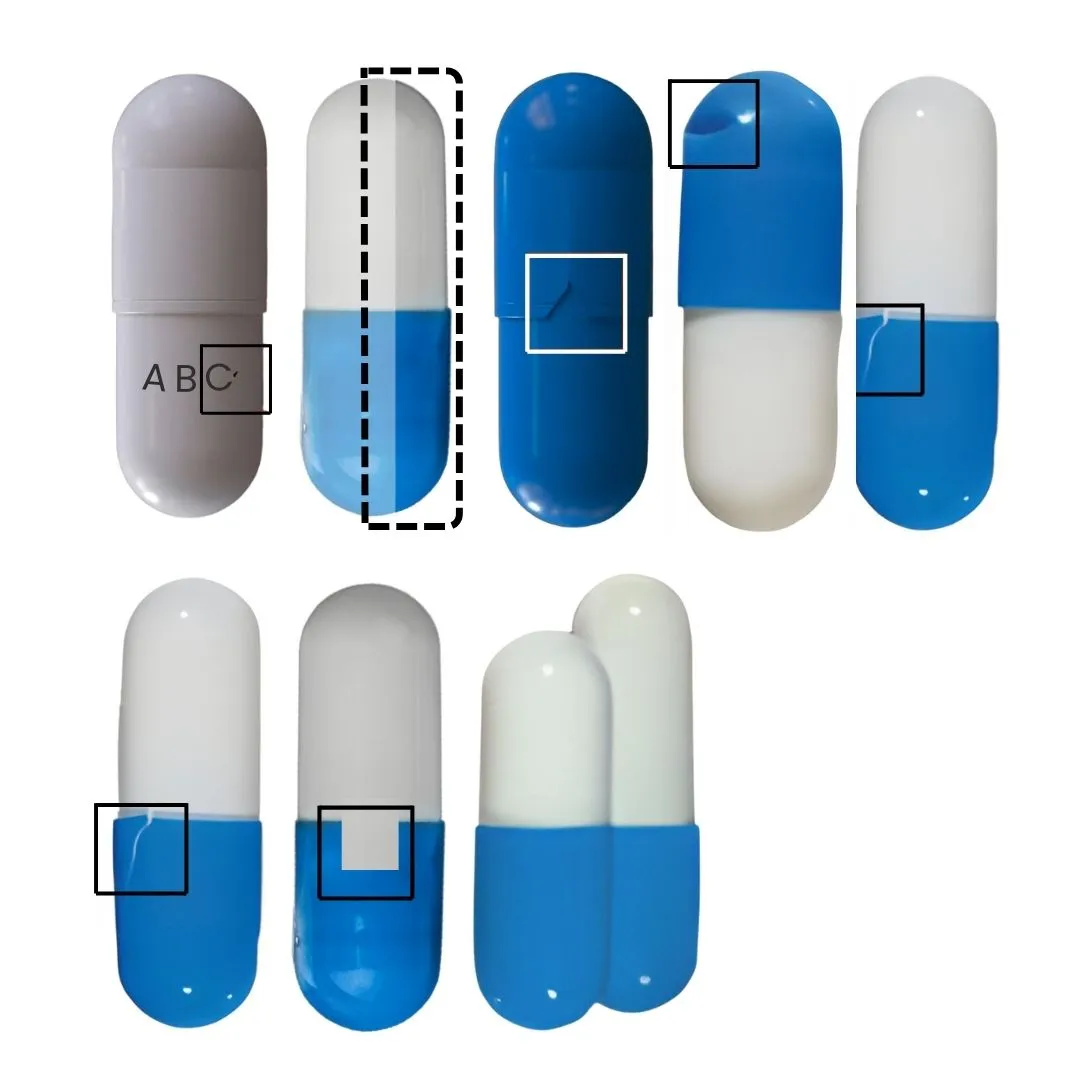
A View on the Most Popular and COMMON HARD GEL CAPSULE DEFECTS and Its Reasons. In the world of p...
Read More
25 compelling reasons to use ACCURA PHARMAQUIP’s automatic tablet and capsule inspection ma...
Read More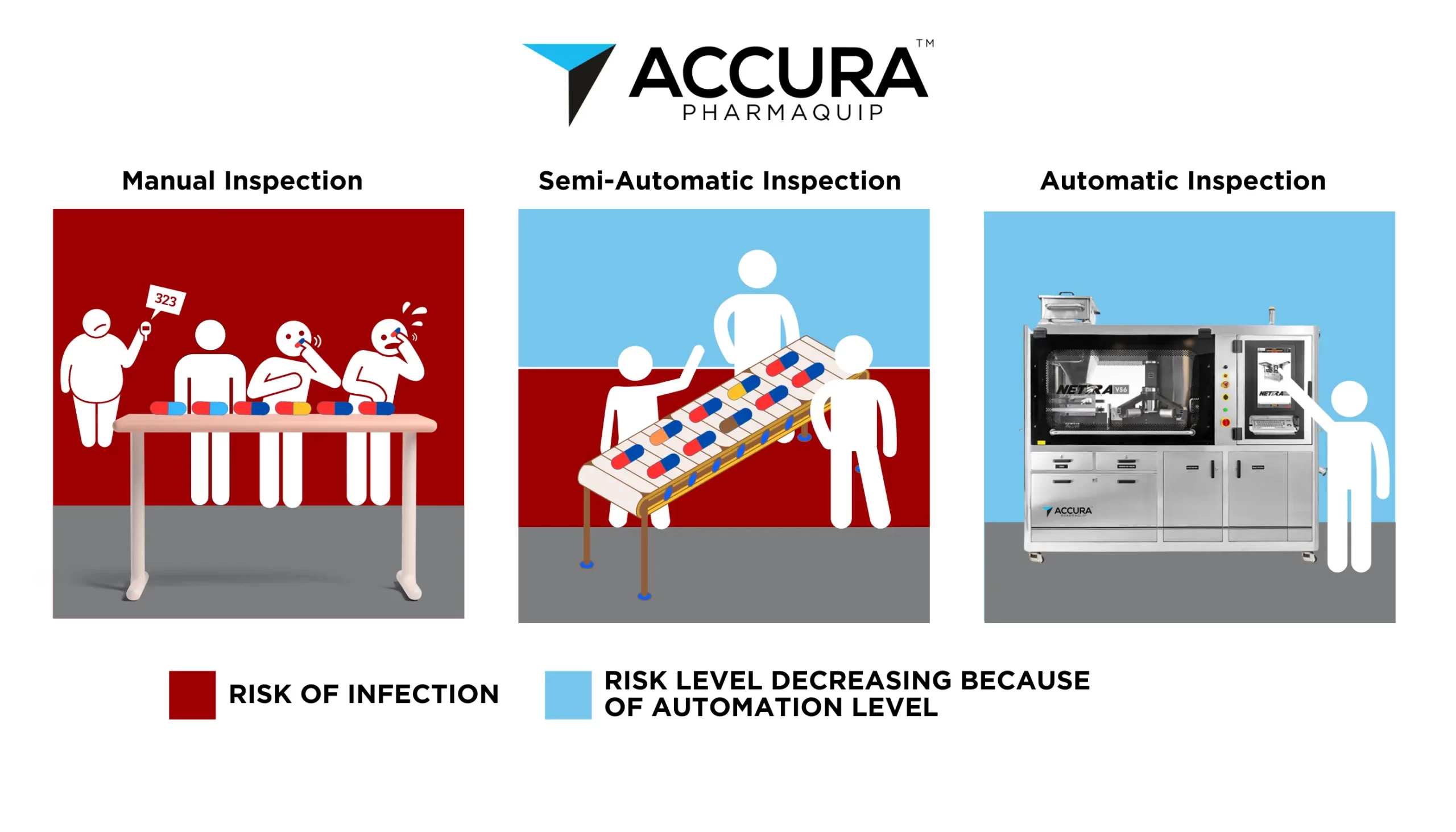
Amid the COVID-19 pandemic and other potential global health crises, the pharmaceutical industry ...
Read More
Accura Pharmaquip, a leading provider of tablet and capsule inspection technology, has been revol...
Read More
Why is 21 CFR Part 211 so crucial for the pharma industry? In the pharmaceutical industry, ensuri...
Read More
In today’s fast-paced pharmaceutical industry, quality control is of utmost importance. The...
Read More
Thanks for visiting our booth and for showing your interest. We were excited to present at ARAB P...
Read More
NETRA VS6 is the solution for automatic tablet and capsule inspection in the pharma industry. Our...
Read More
Accura Pharmaquip understands the critical importance of quality control in the pharmaceutical an...
Read More Nov 18, 2025
Nov 18, 2025